فهرست مطالب:
- مرحله 1: قطعات و مواد مورد نیاز
- مرحله 2: قطعات چاپ شده
- مرحله 3: جدا کردن درایو DVD Stepper Mechnaism
- مرحله 4: آماده سازی لغزنده
- مرحله 5: مونتاژ ریل های کشویی برای محور Y
- مرحله 6: مونتاژ ریل های کشویی برای محور X
- مرحله 7: سیم کشی استپر موتور
- مرحله 8: ترکیب محور X و Y
- مرحله نهم: وسایل الکترونیکی
- مرحله 10: مونتاژ الکترونیک به قاب
- مرحله 11: تنظیم جریان راننده Stepper
- مرحله 12: مونتاژ لیزر
- مرحله 13: آماده شدن
- مرحله 14: نرم افزار GRBL
- مرحله 15: نرم افزار ارسال G-CODE
- مرحله 16: اصلاح سیستم
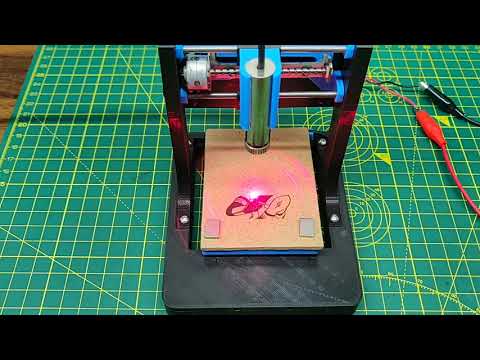
- مرحله 17: حکاکی روی چوب
- مرحله 18: برش کاغذ نازک
- مرحله 19: برش وینیل و ساخت برچسب های سفارشی
")
تصویری: DIY Mini CNC Laser Engraver .: 19 مرحله (همراه با تصاویر)
")
2024 نویسنده: John Day | [email protected]. آخرین اصلاح شده: 2024-01-30 08:55


این یک دستورالعمل است که چگونه من حکاک لیزری CNC قدیمی خود را مجدداً اصلاح کردم و یک نسخه پایدار از حکاکی CNC لیزری مبتنی بر آردوینو و کاغذ برش نازک با استفاده از درایوهای DVD قدیمی و استفاده از لیزر 250 مگاوات تهیه کردم.
نسخه قدیمی CNC من:
نسخه قدیمی چندان پایدار نبود و به دلیل ناهمواری قطعات دچار تزلزل می شد ، بنابراین تصمیم گرفتم با استفاده از قطعات چاپ سه بعدی نسخه پایداری از آن بسازم. این دستگاه در حکاکی لیزری حتی در جزئیات بسیار کوچک نتایج بسیار خوبی به من داد ، این دستگاه به خوبی می تواند کار را انجام دهد. می توانید جزئیات را در چشم تصویر حک شده مشاهده کنید.
منطقه بازی حداکثر 40 میلی متر در 40 میلی متر است.
مرحله 1: قطعات و مواد مورد نیاز
- آردوینو نانو (با کابل USB)
- 2 برابر مکانیزم استپر درایو DVD
- 2 عدد ماژول درایور موتور پله ای A4988 (یا سپر GRBL)
- لیزر 250 میلی وات با لنز قابل تنظیم (یا بالاتر)
- حداقل منبع تغذیه 12 ولت 2 آمپر
- 1x IRFZ44N N-CHANNEL Mosfet
- مقاومت 1x 10k
- مقاومت 1x 47 اهم
- 1x تنظیم کننده ولتاژ LM7805 (با هیت سینک)
- تخته PCB خالی
- سربرگ های مرد و زن
- 2.5 میلی متر JST XH-style
- کانکتور نر 2 پین
- 1x کابل خازن 1000uf 16v Jumper
- 8 برابر آهنرباهای نئودیمیوم کوچک (که من آنها را از مکانیسم لنز DVD نجات دادم)
- 1x 2 پین اتصال دهنده بلوک ترمینال پیچ
- بندهای زیپی (100 میلی متر)
- چسب فوق العاده
- 6 عدد پیچ M3x12
- 8 پیچ M2x5
- عینک ایمنی لیزری
"در این پروژه باید از عینک های لیزری ایمنی استفاده شود".
مرحله 2: قطعات چاپ شده

فایل های STL ، فایل پیوست را ببینید یا به آدرس زیر بروید:
همه قطعات با مواد ABS چاپ می شوند.
تنظیمات چاپ: ارتفاع لایه: 0.2 میلی متر
پر کردن: <25
پشتیبانی می کند: خیر
مرحله 3: جدا کردن درایو DVD Stepper Mechnaism


دو مکانیسم راننده DVD مورد نیاز است ، یکی برای محور X و دیگری برای محور Y. با استفاده از یک پیچ گوشتی کوچک فیلیپس ، همه پیچ ها و موتور پله جدا شده ، ریل های کشویی و دنبال کننده را جدا کردم. موتورهای پله ای 4 مرحله ای دوقطبی استپر موتور هستند.
اندازه کوچک و هزینه کم موتور DVD به این معنی است که نمی توان از موتور انتظار وضوح بالا را داشت. که توسط پیچ سرب ارائه می شود. همچنین ، همه چنین موتورهایی 20 مرحله/دور را انجام نمی دهند. 24 نیز یک مشخصات رایج است. شما فقط باید موتور خود را آزمایش کنید تا ببینید چه کار می کند.
روش محاسبه وضوح موتور CD Drive Stepper:
به منظور اندازه گیری وضوح موتور پله ای درایو CD/DVD ، از میکرومتر دیجیتال استفاده شد. فاصله در طول پیچ اندازه گیری شد. طول کل پیچ با استفاده از میکرومتر ، که معلوم شد 51.56 میلی متر است. برای تعیین مقدار سرب که فاصله بین دو نخ مجاور روی پیچ است. تعداد نخ ها در این فاصله 12 نخ شمارش شد. سرب = فاصله بین نخ های مجاور = (طول کل / تعداد نخ = 51.56 میلی متر) / 12 = 4.29 میلی متر / دور زاویه گام 18 درجه است که مربوط به 20 مرحله/دور است. اکنون که همه اطلاعات مورد نیاز در دسترس است ، وضوح موتور پله ای را می توان مطابق شکل زیر محاسبه کرد: وضوح = (فاصله بین نخ های مجاور)/(N Steps/rev) = (4.29 میلی متر/دور)/(20 مرحله/دور) = 0.214 میلی متر/مرحله. وضوح مورد نیاز که 0.68 میلی متر در مرحله است 3 برابر بهتر است.
مرحله 4: آماده سازی لغزنده



با استفاده از Super Glue لغزنده و راهنما را به یک قسمت چسبانده ام. فنر برای حفظ کشش بین راهنما و پیچ سرب متصل شده است تا از سیاهی مژه جلوگیری شود.
مرحله 5: مونتاژ ریل های کشویی برای محور Y



قبل از مونتاژ لغزنده در پایه ، من 4 برابر آهنرباهای نئودیمیوم کوچک (که از مکانیسم لنز DVD نجات داده ام) را در صفحه X چسبانده ام. این آهن ربا به نگه داشتن قطعه کار در محل کار کمک می کند.
میله صاف مکانیزم لغزش را در پایه دست نخورده نگه می دارد.
مرحله 6: مونتاژ ریل های کشویی برای محور X



در اینجا ، با استفاده از چسب و پیچ فوق العاده ، مکانیسم راهنما را به محفظه لیزر وصل کرده ام.
موتور پله ای را با استفاده از پیچ ها به محل متصل کرده و سپس میله های صاف و قسمت هدایت کننده را با توجه به این نکته که لغزنده آزادانه زیاد سخت حرکت نمی کند ، داخل سوراخ ها قرار دهید. و ستون های قاب جانبی را به آن وصل کرد.
مرحله 7: سیم کشی استپر موتور



من برای موتورهای پله ای از کابل usb قدیمی استفاده کردم ، زیرا 4 سیم در داخل آن قرار دارد و روی آن یک روکش دارد و انعطاف پذیرتر است و کار با آن آسان است.
با استفاده از حالت پیوستگی در مولتی متر ، 2 سیم پیچ ، سیم پیچ A و سیم پیچ B را تعیین کنید.
من با انتخاب رنگها 2 جفت سیم درست کردم ، یک جفت برای سیم پیچ A و دوم برای سیم پیچ B.
آنها را لحیم کرده و از لوله حرارتی بر روی آن استفاده کرده است.
مرحله 8: ترکیب محور X و Y


با استفاده از پیچ 4x M3x12 ، پایه و دو قاب جانبی را در یک مجموعه ترکیب کنید.
مرحله نهم: وسایل الکترونیکی



قطعات مورد استفاده برای راننده عبارتند از:
- آردوینو نانو.
- 2 درایور موتور A4988 Stepper.
- 1x ماسفت N-CHANNEL IRFZ44N.
- 1x تنظیم کننده ولتاژ LM7805 با هیت سینک.
- 1x 47 اهم و 1x مقاومت 10k.
- خازن 1x 1000uf 16V.
- کانکتور مردانه 1x 2.5mm JST XH-Style 2pin.
- پین سرصفحه مرد و زن.
- 1x (PCB خالی 20mm x 80mm).
در GRBL پین های دیجیتال و آنالوگ آردوینو محفوظ است. پین "Step" برای محورهای X و Y به ترتیب به پایه های دیجیتال 2 و 3 متصل شده است. پین 'Dir' برای محورهای X و Y به ترتیب به پایه های دیجیتال 5 و 6 متصل شده است. D11 برای لیزر فعال است. آردوینو از طریق کابل USB نیرو می گیرد. A4988 از طریق منبع تغذیه خارجی رانندگی می کند. همه ارتباطات مشترک مشترک است. VDD A4988 به 5 ولت آردوینو متصل است. لیزری که من استفاده کردم روی 5 ولت کار می کند و دارای مدار جریان ثابت است. برای منبع ثابت 5V از منبع تغذیه خارجی از تنظیم کننده ولتاژ LM7805 استفاده می شود. هیت سینک اجباری است IRFZ44N N-CHANNEL MOSFET هنگام دریافت سیگنال دیجیتالی بالا از پین D11 آردوینو به عنوان یک سوئیچ الکترونیکی عمل می کند. توجه: از 5 ولت آردوینو نانو نمی توان استفاده کرد زیرا لیزر بیش از 250 میلی آمپر می کشد و آردوینو نانو قادر به انتقال این مقدار زیاد نیست.
پیکربندی Micro Stepping برای هر محور.
رزولوشن Microstep MS0 MS1 MS2.
کم پایین کم گام کامل. بالا پایین کم نیم مرحله.
پله پایین بالا مرحله چهارم پایین.
بالا بالا پایین پله هشتم.
بالا بالا بالا مرحله شانزدهم.
3 پایه (MS1 ، MS2 و MS3) برای انتخاب یکی از وضوح پنج مرحله ای مطابق جدول حقیقت فوق است. این پین ها دارای مقاومت های کششی داخلی هستند بنابراین اگر آنها را جدا نگه داریم ، برد در حالت تمام مرحله کار می کند. من از پیکربندی مرحله 16 برای صاف و بدون نویز استفاده کرده ام. اکثر (اما مطمئناً همه) موتورهای پله ای در هر دور 200 دور کامل انجام نمی دهند. با مدیریت مناسب جریان در سیم پیچ ها می توان موتور را در مراحل کوچکتر حرکت داد. Pololu A4988 می تواند موتور را در مراحل 1/16 - یا 3 ، 200 مرحله در هر دور حرکت دهد. مزیت اصلی میکرواستپینگ کاهش ناهمواری حرکت است. تنها موقعیت های کاملاً دقیق موقعیت های تمام مرحله هستند. موتور نمی تواند یک موقعیت ثابت را در یکی از موقعیت های میانی با دقت موقعیت یکسان یا با گشتاور نگهدارنده یکسان در موقعیت های کامل نگه دارد. به طور کلی وقتی نیاز به سرعت زیاد است ، باید از مراحل کامل استفاده کرد.
مرحله 10: مونتاژ الکترونیک به قاب


صفحه راننده را با استفاده از پیچ 2x M2 روی صفحه پشتی و با استفاده از پیچ های 2x M3x12 روی قاب دستگاه مونتاژ کنید. اتصالات موتورهای Stepper X ، Y و Laser را وصل کرده اید.
مرحله 11: تنظیم جریان راننده Stepper


برای دستیابی به سرعت بالا ، منبع تغذیه معمولاً بسیار بیشتر از حد مجاز بدون محدودیت جریان فعال است. به عنوان مثال ، یک موتور پله معمولی ممکن است دارای حداکثر جریان 1A با مقاومت سیم پیچ 5Ω باشد ، که نشان دهنده حداکثر منبع تغذیه موتور 5 ولت است. استفاده از چنین موتوری با 12 ولت سرعت گام های بالاتری را امکان پذیر می کند ، اما جریان باید به طور فعال برای جلوگیری از صدمه زدن به موتور به زیر 1A محدود شود. A4988 از چنین محدودیت جریان فعلی پشتیبانی می کند و از پتانسیومتر تریمر روی برد می توان برای تعیین حد جریان استفاده کرد. یکی از راه های تعیین حد فعلی این است که راننده را در حالت تمام مرحله قرار دهید و جریان را از طریق یک سیم پیچ موتور بدون اندازه گیری ورودی STEP اندازه گیری کنید. جریان اندازه گیری شده 0.7 برابر حد فعلی خواهد بود (زیرا هر دو سیم پیچ همیشه روشن هستند و در حالت تمام مرحله 70٪ از محدودیت حد فعلی محدود شده است). لطفاً توجه داشته باشید که تغییر ولتاژ منطقی ، Vdd ، به مقدار دیگر ، تنظیم حد فعلی را تغییر می دهد ، زیرا ولتاژ روی پین ref یک تابع Vdd است. روش دیگر برای تعیین حد جریان اندازه گیری ولتاژ مستقیم در بالای پتانسیومتر و محاسبه حد جریان حاصله است (مقاومت های حسی جریان 0.1Ω هستند). حد فعلی مربوط به ولتاژ مرجع به شرح زیر است: حد جریان = VREF × 1.25 بنابراین ، به عنوان مثال ، اگر ولتاژ مرجع 0.6 ولت باشد ، حد فعلی 0.75A است. همانطور که در بالا ذکر شد ، در حالت تمام مرحله ، جریان از طریق سیم پیچ به 70 limit از حد فعلی محدود می شود ، بنابراین برای به دست آوردن جریان کامل سیم پیچ 1A ، حد فعلی باید 1A/0.7 = 1.4A باشد که مطابق است به VREF 1.4A/1.25 = 1.12 V. برای اطلاعات بیشتر به برگه اطلاعات A4988 مراجعه کنید. توجه: جریان سیم پیچ می تواند بسیار متفاوت از جریان منبع تغذیه باشد ، بنابراین نباید از جریان اندازه گیری شده در منبع تغذیه برای تعیین حد جریان استفاده کنید. مکان مناسب برای قرار دادن متر کنونی شما به صورت سری با یکی از سیم پیچ های پله ای موتور شما است.
مرحله 12: مونتاژ لیزر



لیزری که من استفاده کردم ماژول لیزری قابل فوکوس 200-250mW 650nm است. بدنه فلزی خارجی به عنوان یک هیت سینک برای دیود لیزری عمل می کند. دارای لنز قابل فوکوس برای تنظیم نقطه لیزری است. پایانه سیم لیزر را به سوکت لیزر روی برد راننده وصل کنید.
می توانید یکی را در اینجا تهیه کنید
مرحله 13: آماده شدن


با استفاده از چهار آهنربای نئودیمیوم کوچک قطعه کار را روی تخت کار قفل کرده و محور X و Y را در موقعیت اولیه (خانه) قرار دهید. برد راننده را از طریق منبع تغذیه خارجی و Arduino Nano را از طریق کابل USB A به USB Mini B به رایانه وصل کنید.
همچنین برد را از طریق منبع تغذیه خارجی تغذیه کنید.
ایمنی اول. لیزر عینک های ایمنی باید مورد نیاز باشد
مرحله 14: نرم افزار GRBL



- GRBL را در اینجا بارگیری کنید
- پوشه grbl-master را روی دسکتاپ استخراج کنید ، آن را در فایل master.zip پیدا می کنید
- Arduino IDE را اجرا کنید
- از منوی نوار برنامه ، موارد زیر را انتخاب کنید: Sketch -> #include Library -> Add Library from file. ZIP
- پوشه grbl را که می توانید در داخل پوشه grlb-master پیدا کنید انتخاب کرده و روی Open کلیک کنید
- کتابخانه اکنون نصب شده است و نرم افزار IDE این پیام را به شما نشان می دهد: کتابخانه به کتابخانه شما اضافه می شود. منوی "کتابخانه ها" را بررسی کنید.
- سپس نمونه ای به نام "grbl upload" را باز کرده و آن را در برد آردوینو خود بارگذاری کنید.
مرحله 15: نرم افزار ارسال G-CODE



همچنین ما به نرم افزاری برای ارسال G-Code به CNC نیاز داریم که از LASER GRBL استفاده کرده ام
LaserGRBL یکی از بهترین پخش کننده های GCode ویندوز برای DIY Laser Engraver است. LaserGRBL قادر است مسیر GCode را در آردوینو بارگیری و جریان دهد ، همچنین تصاویر ، تصاویر و لوگو را با ابزار تبدیل داخلی حک کند.
LASER GRBL بارگیری.
LaserGRBL به طور مداوم پورت های COM موجود در دستگاه را بررسی می کند. لیست پورت ها به شما امکان می دهد پورت COM را انتخاب کنید که برد کنترل شما به آن متصل است.
لطفاً باود مناسب برای اتصال را با توجه به پیکربندی سیستم عامل دستگاه خود (پیش فرض 115200) انتخاب کنید.
تنظیمات Grbl:
$$ - مشاهده تنظیمات Grbl
برای مشاهده تنظیمات ، $$ را تایپ کرده و پس از اتصال به Grbl Enter را فشار دهید. Grbl باید با لیستی از تنظیمات سیستم فعلی پاسخ دهد ، همانطور که در مثال زیر نشان داده شده است. همه این تنظیمات دائمی هستند و در EEPROM نگهداری می شوند ، بنابراین در صورت خاموش شدن ، دفعه بعد که آردوینو خود را روشن می کنید ، مجدداً بارگیری می شوند.
$ 0 = 10 (نبض مرحله ، usec)
$ 1 = 25 (تاخیر بیکار مرحله ، ثانیه)
$ 2 = 0 (ماسک معکوس پورت مرحله: 00000000)
$ 3 = 6 (ماسک معکوس پورت dir: 00000110)
4 دلار = 0 (گام فعال کردن معکوس ، بول)
$ 5 = 0 (محدود کردن پین ها معکوس ، بول)
$ 6 = 0 (وارونه پین پروب ، بول)
$ 10 = 3 (ماسک گزارش وضعیت: 00000011)
11 دلار = 0.020 (انحراف اتصال ، میلی متر)
$ 12 = 0.002 (تحمل قوس ، میلی متر)
$ 13 = 0 (گزارش اینچ ، بول)
20 دلار = 0 (محدودیت نرم ، بول)
$ 21 = 0 (محدودیت سخت ، بول)
$ 22 = 0 (چرخه بازگشت ، بول)
$ 23 = 1 (ماسک معکوس dir: 00000001)
24 دلار = 50.000 (خوراک خانگی ، میلی متر در دقیقه)
$ 25 = 635.000 (جستجوی خانه ، میلی متر/دقیقه)
$ 26 = 250 (خروج از کشور ، msec)
$ 27 = 1.000 (کشش خانگی ، میلی متر)
100 دلار = 314.961 (x ، مرحله/میلی متر)
$ 101 = 314.961 (y ، مرحله/میلی متر)
102 دلار = 314.961 (z ، مرحله/میلی متر)
110 دلار = 635.000 (حداکثر نرخ حداکثر ، میلی متر/دقیقه)
$ 111 = 635.000 (حداکثر نرخ y ، میلی متر/دقیقه)
$ 112 = 635.000 (حداکثر نرخ z ، میلی متر/دقیقه)
$ 120 = 50.000 (x accel ، mm/sec^2)
121 = 50.000 (y accel ، mm/sec^2)
$ 122 = 50.000 (z accel ، mm/sec^2)
130 دلار = 225.000 دلار (حداکثر طول سفر ، میلی متر)
$ 131 = 125.000 (حداکثر سفر y ، میلی متر)
$ 132 = 170.000 (حداکثر سفر z ، میلی متر)
مرحله 16: اصلاح سیستم



در اینجا سخت ترین قسمت پروژه می آید.
-تنظیم پرتو لیزر به کوچکترین نقطه ممکن روی قطعه کار. این مشکل ترین بخش است که نیاز به زمان و حوصله با استفاده از روش دنباله و خطا دارد.
-تنظیمات GRBL با 100 دلار ، 101 دلار ، 130 دلار و 131 دلار
تنظیمات من برای GRBL 100 دلار = 110.000 است
$101=110.000
$130=40.000
$131=40.000
من سعی کردم مربعی از ضلع های 40 میلی متری را حک کنم و بعد از این همه خطا و تغییر تنظیمات grbl ، خط 40 میلی متری مناسب را از دو محور X و Y حکاکی کردم. اگر وضوح X و Y-Axis یکسان نباشد ، تصویر در هر دو جهت مقیاس می یابد.
به خاطر داشته باشید که همه درایوهای Stepper motor From DVD یکسان نیستند.
این فرایند طولانی و زمان بر است اما نتایج هنگام جابجایی بسیار رضایت بخش است.
رابط کاربری LaserGRBL
- کنترل اتصال: در اینجا می توانید با توجه به پیکربندی سیستم عامل grbl ، پورت سریال و نرخ مناسب باود را برای اتصال انتخاب کنید.
- کنترل فایل: این برنامه بارگیری نام فایل و پیشرفت روند حکاکی را نشان می دهد. دکمه سبز رنگ "Play" اجرای برنامه را آغاز می کند.
- دستورات دستی: می توانید هر خط G-Code را در اینجا تایپ کنید و "enter" را فشار دهید. دستورات به صف فرمان اضافه می شوند.
- لاگ فرمان و کدهای بازگشت فرمان: دستورات در حال اجرا و وضعیت اجرای آنها و خطاها را نشان می دهد.
- کنترل دویدن: امکان قرارگیری دستی لیزر را فراهم کنید. نوار لغزنده عمودی سمت چپ سرعت حرکت را کنترل می کند ، اندازه گام نوار لغزنده راست را کنترل می کند.
- پیش نمایش حکاکی: این قسمت پیش نمایش نهایی کار را نشان می دهد. در حین حکاکی ، یک صلیب آبی کوچک موقعیت فعلی لیزر را در زمان اجرا نشان می دهد.
- تنظیم مجدد Grbl/homing/unlock: این دکمه ها فرمان بازنشانی نرم افزاری ، بازگشت به خانه و باز کردن قفل را به صفحه grbl ارسال می کنند. در سمت راست دکمه باز کردن قفل می توانید برخی از دکمه های تعریف شده توسط کاربر را اضافه کنید.
- نگه داشتن و از سرگیری فید: این دکمه ها می توانند اجرای برنامه را به حالت تعلیق درآورده و دستور Feed Hold یا Resume را به تخته grbl ارسال کنند.
- تعداد خط و طرح زمان: LaserGRBL می تواند زمان اجرای برنامه را بر اساس سرعت واقعی و پیشرفت کار برآورد کند.
- نادیده گرفتن وضعیت کنترل: نمایش و تغییر سرعت واقعی و نادیده گرفتن قدرت. Overrides یک ویژگی جدید grbl v1.1 است و در نسخه های قدیمی پشتیبانی نمی شود.
مرحله 17: حکاکی روی چوب




وارد کردن Raster به شما امکان می دهد تصویری از هر نوع را در LaserGRBL بارگذاری کرده و دستورات GCode را بدون نیاز به نرم افزار دیگر تبدیل کنید. LaserGRBL از عکس ها ، کلیپ آرت ، نقاشی با مداد ، لوگوها ، نمادها پشتیبانی می کند و سعی می کند با هر نوع تصویری بهترین کار را انجام دهد.
با انتخاب تصویری از نوع-j.webp
تنظیم حکاکی برای همه مواد متفاوت است.
تعیین سرعت حکاکی بر میلی متر و کیفیت خطوط بر میلی متر فیلم ضمیمه ، زمان کل فرآیند است.
مرحله 18: برش کاغذ نازک

این لیزر 250 میلی واتی قادر به برش کاغذهای نازک است ، اما سرعت باید بسیار کم باشد یعنی بیش از 15 میلی متر در دقیقه و پرتو لیزر باید به درستی تنظیم شود.
ضمیمه ویدئو زمان گذراندن کل مراحل است.
مرحله 19: برش وینیل و ساخت برچسب های سفارشی


من برچسب وینیل سفارشی ساخته ام. سرعت سواری با توجه به رنگ وینیل استفاده شده تغییر می کند.
کار با رنگهای تیره آسان است در حالی که رنگهای روشن تر مشکل هستند.
تصاویر فوق نحوه استفاده از برچسب وینیل را که با استفاده از CNC ساخته شده اند نشان می دهد.
اما به خاطر داشته باشید که سوزاندن وینیل ، دودهای سرطان زا را آزاد می کند. بوی آنها واقعاً بد است.
thanks تشکر ویژه از توسعه دهندگان GRBL:)
امیدوارم از این پروژه خوشتان آمده باشد ، در صورت هرگونه سوال در نظرات به من اطلاع دهید ، مایلم عکسهای دستگاه های CNC شما را نیز ببینم!
با تشکر!! برای حمایت شما
توصیه شده:
دستگاه روتاری CNC بطری: 9 مرحله (همراه با تصاویر)
")
دستگاه روتاری CNC BOTTLE PLOTTER: من تعدادی غلطک برداشتم که احتمالاً در چاپگر استفاده می شود. من این ایده را به وجود آوردم که آنها را به محور چرخش پلاتر بطری CNC تبدیل کنم. امروز ، من می خواهم نحوه ساخت پلاتر بطری CNC را از این غلطک ها و سایر ضایعات به اشتراک بگذارم. برای انجام
نحوه ساخت دستگاه مینی CNC: 11 مرحله (همراه با تصاویر)
")
نحوه ساخت دستگاه مینی CNC: سلام به همه امیدوارم خوب کار کنید. من اینجا هستم با یک پروژه بسیار جالب دیگر که می توانید با استفاده از قطعات ضایعات/ استفاده شده از کامپیوتر بسازید. در این دستورالعمل ها من قصد دارم به شما نشان دهم که چگونه می توانید یک دستگاه CNC کوچک در خانه از DVD Wri قدیمی تهیه کنید
تطبیق یک گوشی تلفن همراه با تلفن همراه: 7 مرحله (همراه با تصاویر)
")
انطباق یک گوشی تلفن همراه با یک تلفن همراه: توسط بیل ریو ([email protected]) اقتباس شده برای دستورالعمل ها توسط موس ([email protected]) سلب مسئولیت: روش شرح داده شده در اینجا ممکن است برای شما کارساز نباشد گرفتن. اگر کار نمی کند ، یا اگر چیزی را خراب می کنید ، m نیست
Laser Box Music Laser Light Show: 18 مرحله (همراه با تصاویر)
")
Laser Box Music Laser Light Show: من قبلاً یک Instructable را منتشر کردم که نحوه استفاده از هارد دیسک های رایانه را برای نمایش یک نمایش نور لیزری موسیقی توضیح می داد. من تصمیم گرفتم یک نسخه جمع و جور با استفاده از یک جعبه الکتریکی و موتورهای ماشین RC بسازم. قبل از شروع کار ، احتمالاً باید به شما بگویم که این مرحله
Arduino Mini CNC Plotter (With Proteus Project & PCB): 3 مرحله (همراه با تصاویر)
: 3 مرحله (همراه با تصاویر)")
Arduino Mini CNC Plotter (With Proteus Project & PCB): این پلاتر arduino mini CNC یا XY می تواند در محدوده 40x40mm بنویسد و طراحی کند. بله این محدوده کوتاه است ، اما شروع خوبی برای پرش به دنیای آردوینو است. [من همه چیز را در این پروژه ارائه داده ام ، حتی PCB ، پروتئوس فایل ، مثال طراحی یک