فهرست مطالب:
- مرحله 1: طراحی الکترونیک
- مرحله 2: مونتاژ الکترونیک
- مرحله 3: برنامه نویسی و آزمایش الکترونیک
- مرحله 4: راه اندازی ماشینکاری
- مرحله 5: ماشینکاری مورد
- مرحله 6: ماشینکاری سوئیچ جانبی
- مرحله 7: ماشینکاری قاب پشت
- مرحله 8: مونتاژ ساعت
- مرحله 9: نکات پایانی
")
تصویری: MechWatch - یک ساعت دیجیتال سفارشی: 9 مرحله (همراه با تصاویر)
")
2024 نویسنده: John Day | [email protected]. آخرین اصلاح شده: 2024-01-30 08:56




MechWatch ساعتی است که من طراحی کردم تا از نظر انعطاف پذیری مزایای آردوینو را داشته باشد ، اما می خواستم تا آنجا که می توانم حرفه ای ساخته شده و ظاهر آن احساس شود. برای این منظور ، این دستگاه آموزشی از تجهیزات الکترونیکی نصب سطح بالا (بدون اتصال به لحیم) و تجهیزات فرز CNC استفاده می کند.
من با نحوه خواندن زمان شروع می کنم ، با یک تصویر در تصویر دوم. دو حلقه LED وجود دارد ، یکی عقربه ساعت و دیگری عقربه دقیقه عمل می کند و از صفحه 1 تا 12 روی صفحه ساعت آنالوگ نشان می دهد. از آنجا که عقربه دقیقه می تواند فقط در 5 دقیقه حرکت کند ، 4 LED جداگانه برای نشان دادن هر دقیقه وجود دارد. به عنوان مثال ، تصویر سوم ساعت را نمایش می دهد که 9:41 است.
تعامل ساعت از طریق یک سوئیچ دو طرفه در طرفی که به سمت لبه ها کشیده می شود (جلو/عقب) انجام می شود. برای تنظیم زمان:
1. کلید را فشار داده و نگه دارید تا چراغ ها خاموش شوند. هنگامی که منتشر شد زمان چشمک می زند و می توان کلید را به بالا/پایین فشار داد تا ساعت تغییر کند
2. کلید را دوباره فشار داده و نگه دارید تا چراغ ها خاموش شوند تا تنظیمات دقیقه به همان شیوه انجام شود
3. کلید را فشار داده و نگه دارید تا چراغ ها دوباره خاموش شوند تا در وقت صرفه جویی شود
4. اگر هنگام تنظیم زمان بدون فشار دادن یک دکمه بیش از حد منتظر بمانید ، ساعت بدون صرفه جویی در هیچ تغییری به خواب می رود
این دستورالعمل نحوه ساخت ساعت کامل را نشان می دهد و تمام فایل های منبع مورد نیاز را ارائه می دهد.
مرحله 1: طراحی الکترونیک


این مرحله مشخصات قطعات الکترونیکی را مشخص می کند. تصویر اول شماتیک الکتریکی است که نحوه ترسیم همه قسمت ها را نشان می دهد. تصویر دوم نحوه چیدمان تخته را نشان می دهد ، قسمت بالای آن قرمز و پایین آبی است.
برای کسانی که به صورتحساب دقیق مواد برای همه قطعات الکترونیکی و همچنین جایی که آنها را خریداری می کنم علاقه مند هستند ، من یک فایل اکسل را با پیوندها ضمیمه کرده ام ، نه اینکه همه را در لیست طولانی مرور کنم.
من می خواستم بالای صفحه مدار را نسبتاً شفاف نگه دارم و از نظر زیبایی سازگار باشد ، بنابراین میکروکنترلر را در وسط قرار دادم و RTC ، کریستال و مقاومتها را در اطراف آن قرار دادم. LED ها نمای بیرونی را احاطه کرده اند و حتی آثار اطراف آن زیبایی طراحی دایره ای را منعکس می کند.
برای اتصال LED ها با میکروکنترلر ، می توان آنها را در یک شبکه قرار داد و برای رانندگی آنها به 12 پین ورودی/خروجی دیجیتالی نیاز است. من همچنین می خواهم از ساعت واقعی (RTC) برای حفظ زمان استفاده کنم تا بتوانم میکروکنترلر را در خواب عمیق قرار دهم تا در مصرف برق صرفه جویی شود. RTC نسبت به میکروکنترلر از قدرت بسیار کمتری استفاده می کند و بین شارژ تا 5 روز فاصله می گذارد. برای ارتباط با میکروکنترلر ، RTC به ارتباط I2C نیاز دارد. من ATMEGA328P را انتخاب کردم زیرا این الزامات را برآورده می کند و من قبلاً با استفاده از آن آشنا هستم (در بسیاری از آردوینوها نیز استفاده می شود).
برای تعامل با ساعت کاربر به نوعی سوئیچ نیاز دارد ، بنابراین من یک سوئیچ کشویی دو طرفه پیدا کردم که با استفاده از فنرها به مرکز باز می گردد. یک کلید کشویی خارجی با استفاده از پیچ تنظیم شده به کلید برق متصل می شود.
تصمیم گرفتم از باتری لیتیوم برای تغذیه همه چیز و شارژ القایی Qi برای شارژ مجدد آن استفاده کنم. من می خواستم از هر نوع اتصالی برای شارژ مجدد ساعت اجتناب کنم زیرا آنها منافذی ایجاد می کنند که باعث می شود خاک و آب وارد شود و احتمالاً به مرور زمان دچار خوردگی می شوند ، زیرا بسیار نزدیک به پوست است. پس از خواندن برگه های داده بیش از هر کس دیگری که بخواهد ، من در BQ51050BRHLT مستقر شدم. دارای نمودارهای مرجع خوب و شارژر باتری لیتیوم داخلی است (فضا بسیار عالی است).
از آنجا که هیچ راه خوبی برای ترتیب دادن وسایل الکترونیکی شارژ Qi در قسمت بالا وجود نداشت ، مجبور شدم آن را با باتری پشت تخته قرار دهم. سوئیچ نیز در پشت قرار دارد ، اما این به این دلیل است که محل بهتری برای اتصال یک سوئیچ خارجی است.
مرحله 2: مونتاژ الکترونیک



تقریباً تمام قطعات الکترونیکی را در تصویر اول مرتب کرده ام. من چندین خازن و مقاومت را کنار گذاشتم ، زیرا همه آنها بسیار شبیه به هم هستند و به راحتی مخلوط یا از بین می روند.
برای اتصال لحیم روی لنت ها ، من از یک شابلون لحیم استفاده می کنم. من سریع نگهدارنده را در تصویر دوم ایجاد کردم تا تخته های مدار زیر استنسیل قرار بگیرند ، اما چندین گزینه آسان تر در دسترس است که ساده ترین آنها نوار است.
تصویر سوم نشان می دهد که استنسیل روی تخته تراز شده است. تصویر چهارم نشان می دهد که خمیر لحیم را در سوراخ های استنسیل آغشته می کنید. مهم این است که استنسیل بعد از استفاده از لحیم مستقیماً بالا بیاید. این عکس همچنین روش موقت انجام این کار را نشان می دهد زیرا قبلاً هرگز از شابلون استفاده نکرده ام. دفعه بعد قاب را نخریدم. این ساده تر می شد که یک ورق کوچکتر را در یک لبه بدون قاب بچسبانید ، زندگی کنید و یاد بگیرید.
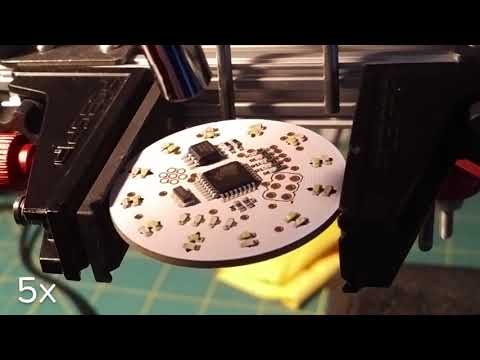
اکنون یک کار خسته کننده و دشوار ؛ هر یک از قسمت ها را با یک موچین روی تخته قرار دهید. تصویر 7 قطعات قرار داده شده و تصویر 8 لحیم کاری شده را نشان می دهد.
ویدئو به جای تصویر 6 فرآیند لحیم کاری را نشان می دهد. من از یک ایستگاه لحیم کاری هوای گرم که روی 450 درجه سانتی گراد تنظیم شده است برای ذوب لحیم کاری بدون ایجاد مزاحمت در قطعات استفاده می کنم ، به طور متناوب می توان از اجاق لحیم کاری برای انجام همین کار استفاده کرد. پس از لحیم کاری قسمت پایین ، از یک مولتی متر تنظیم شده برای حالت پیوستگی برای بررسی شورت بین پین های مجاور روی IC استفاده کنید. وقتی یک شورت پیدا شد ، از آهن لحیم کاری استفاده کنید تا آن را از تراشه دور کرده و بشکنید.
هنگام لحیم کاری مانند این ، مهم است که قبل از وارد شدن به مذاب ، تخته را به آرامی برای چند دقیقه گرم کنید. در غیر این صورت شوک حرارتی می تواند قطعات را از بین ببرد. اگر با این روش آشنا نیستید ، توصیه می کنم دستورالعمل های دقیق تری را مشاهده کنید.
در مرحله بعد ، لازم است سیم پیچ را به کانکتور 2 سیم متصل کرده و آن را روی پایه شارژ نگه دارید. اگر همه چیز خوب پیش رفت چراغ سبز شارژ باید حدود یک ثانیه روشن شود سپس خاموش شود. در صورت اتصال باتری ، چراغ سبز شارژ باید روشن بماند تا زمانی که شارژ آن به پایان برسد.
بعد از اینکه شارژ مطابق انتظار کار کرد ، لحیم کاری قسمت بالای برد نیز به همین صورت است. توجه داشته باشید برای LED ها در تصویر 9 ، یک علامت کوچک در قسمت پایین LED ها برای نشان دادن جهت وجود دارد. طرفی که خط کوچک به طرف آن بیرون می آید انتهای باریک مثلث در شماتیک LED است. مهم است که این مورد را برای هر LED سطح نصب شده مورد بررسی قرار دهید ، زیرا علائم ممکن است در بین تولید کنندگان مختلف متفاوت باشد.
مرحله 3: برنامه نویسی و آزمایش الکترونیک


برای برنامه ریزی میکروکنترلر از AVRISP mkII استفاده کنید (در حالی که روی بارگذاری در IDE Arduino کلیک می کنید ، shift را فشار داده و نگه دارید). همچنین می توانید از آن برای سوزاندن بوت لودر به طور معمول و استفاده از اتصال سریال در پشت ساعت با کابل FTDI استفاده کنید. اما با دور زدن بوت لودر و برنامه نویسی مستقیم با AVR ISP mkII ، کد سریعتر شروع به کار می کند.
من کد را نیز به این مرحله ضمیمه کرده ام. اگر کسی مایل است عمیق تر نگاه کند ، من کد را توضیح داده ام تا توضیح دهد که هر قسمت چه کار می کند. ساختار کلی کد یک ماشین حالت است. هر ایالت یک قطعه کد دارد که اجرا می کند و همچنین شرایط لازم برای حرکت به حالت دیگر را دارد.
بسیاری از کدهای کنترل کننده پین های ورودی/خروجی مستقیماً ثبات ها را کنترل می کنند ، خواندن آن کمی سخت تر است اما می تواند تا 10 برابر سریعتر از دیجیتال باشد. بنویسید یا بخوانید.
مرحله 4: راه اندازی ماشینکاری



تنظیم ماشینکاری برای قاب ساعت نسبتاً پیچیده است و کمی آماده سازی خوبی را می طلبد.
آسیابی که من از آن استفاده می کنم یک Othermill v2 (که اکنون Bantam Tools نامیده می شود) با یک کیت گیره انگشتی است. گیره ها به من امکان می دهند قطعه کار را از کناره ها نگه دارم ، که از آن برای اولین تنظیم استفاده می کنم.
ماشینکاری ساعت در سه مرحله انجام می شود. در تنظیمات اولیه فقط مواد اولیه به بستر CNC چسبانده شده اند و آسیاب شکل داخلی ساعت را بریده و کمی از سطح را جدا می کند. نحوه نصب نرم افزار ماشینکاری را می توانید در تصویر ششم مشاهده کنید.
تنظیمات دوم نیاز به یک دستگاه سفارشی دارد تا بدنه ساعت را از داخل نگه دارد ، بنابراین می توانید تمام قسمت بیرونی ساعت را برش دهید. وسایل سفارشی را می توان در تصویر اول با نمای منفجر در تصویر دوم مشاهده کرد. قطعه مرکزی کوچک دارای یک سوراخ ضربه ای است بنابراین هنگامی که یک پیچ محکم می شود ، قطعه را بلند می کند و دو قطعه جانبی را به داخل ساعت ساعت وارد می کند و آن را در جای خود نگه می دارد. نرم افزار ماشینکاری برای راه اندازی دوم در تصویر 7 نشان داده شده است.
راه اندازی سوم به نگهدارنده دیگری نیاز دارد تا ساعت را نگه دارد. این یکی کمی ساده تر است فیکسچر شامل یک پایه و قطعه ای است که داخل ساعت قرار می گیرد. قطعه داخل ساعت با دو پایه روی پایه و پیچ هایی در جای خود قرار می گیرد تا بدنه ساعت را وارونه نگه دارد.
قطعات فیکسچر را از قطعات بزرگتر آلومینیوم تراش داده و آنها را با زبانه متصل می کنم. بعد از اینکه هر دو طرف ماشینکاری شدند ، زبانه ها را با اره اسکرول برش داده و صاف می کنم.
من فایل های Fusion360 CAD را که برای ساخت تمام قطعات (از جمله قاب ساعت و سوئیچ جانبی) استفاده می کردم ، قرار داده ام ، اما اگر سعی می کنید قطعات را بسازید ، از قضاوت خود استفاده کنید. اگر مشکلی پیش بیاید و خراب شود من مسئول نیستم.
راهنمایی برای دقیق تر شدن وسایل: هر قسمتی را که با دستگاه وصل می شود ابتدا ماشینکاری کنید و سپس آن را در محل نهایی قرار دهید و سپس آن را در ابعاد نهایی ماشینکاری کنید. این باعث می شود بسیاری از خطاهای کوچک ترکیب نشوند و قاب ساعت را در جای اشتباه نگه دارند. این دانش توسط یک توده ضایعات آلومینیوم به شما ارائه شده است.
مرحله 5: ماشینکاری مورد




قسمت خالی آلومینیوم در تصویر اول قابل مشاهده است. من از یک اره سوراخ 1-1/4 اینچی برای حذف مرکز استفاده می کنم ، این باعث صرفه جویی کمی در زمان ماشینکاری می شود.
همانطور که در مرحله قبل اشاره شد ، 3 روش برای ماشینکاری کیس وجود دارد. اولین تنظیم پس از ماشینکاری در تصویر 2 نشان داده شده است. من ابتدا از آسیاب انتهایی 1 1/8 اینچ (صاف در قسمت پایین) برای حذف بیشتر مواد استفاده می کنم. سپس برای برش 4 پیچ به آسیاب انتهایی 1/32 اینچ می روم. سوراخ ها برای برش نخ ها در سوراخ های پیچ ، من از آسیاب نخ M1.6 (از ابزار هاروی) استفاده می کنم. تنظیمات خاصی که من استفاده می کنم در فایل Fusion360 CAD موجود است.
تصویر 3 تنظیم دوم را با ماشینکاری به پایان رسانده و تصویر چهارم تنظیمات سوم را قبل از ماشینکاری نشان می دهد.
راه اندازی دوم با استفاده از آسیاب انتهایی 1/8 اینچ برای حذف سریع بیشتر مواد انجام می شود ، سپس من از آسیاب گلوله 1/8 اینچی (انتهای گرد) برای برش سطوح منحنی استفاده می کنم. عملیات برای تنظیمات سوم نیز یکسان است.
راه اندازی دوم نیاز به استفاده از ابزار تخصصی دیگر دارد ، اره برش 3/4 اینچی با نوار اصلاح شده تا بتواند نزدیک نگهدارنده قاب ساعت جا بگیرد. اره برش با سرعت 16500 دور در دقیقه می چرخد و با سرعت 30 میلی متر در دقیقه حرکت می کند. این سرعت آنچه که Othermill قادر به انجام آن است را تحت فشار قرار می دهد ، بنابراین ممکن است لازم باشد سرعت آن را بیشتر کند. این مرحله در ویدیوی بالا نشان داده شده است.
اگر به دنبال کسب اطلاعات بیشتر در مورد ویژگی های ماشینکاری CNC هستید ، من شما را به NYC CNC در YouTube اشاره می کنم ، آنها کار بهتری نسبت به من در اینجا انجام می دهند.
فقط برای کسانی که معنی آن را می دانند ، تنظیمات استفاده شده در othermill v2 برای آسیاب پایانی 1/8 اینچ 16400 دور در دقیقه (163.5 متر در دقیقه) ، 300 میلی متر در دقیقه ، 1 میلی متر عمق برش و 1.3 میلی متر عرض قطع كردن.
از آنجا که آسیاب دیگر ارتفاع z کافی برای نگه داشتن ساعت در کنار خود ندارد ، من باید دستی سوراخ های بند ساعت و سوراخ سوئیچ جانبی را سوراخ کنم. برای کمک به مکان یابی آنها در کناره های نامنظم ساعت ، من برخی از راهنماها را که در تصاویر 5-7 دیده می شود ، چاپ کردم. برای کمک به دقت حفاری ، مهم است که بیت مته را تا آنجا که ممکن است وارد چاک کنید. این باعث می شود که سرگردانی برای بیت سخت تر شود.
سوراخ سوئیچ جانبی یک شکل غیر دایره ای است بنابراین پس از شروع کار با مته ، که با استفاده از پرونده های سوئیسی انجام می شود ، نیاز به اصلاح دارد. با استفاده از کالیپرها من سوراخ فعلی را اندازه گیری می کنم و آن را در ابعاد مناسب قرار می دهم. سوراخ باید 4.6 میلی متر از سطح بالا ، 3.8 میلی متر از سطح پایین و 25.8 میلی متر از دورترین نقطه هر شاخه فاصله داشته باشد. پیشنهاد می کنم برای الهام گرفتن هنگام ثبت سوراخ ، Clickspring را در YouTube تماشا کنید.
مرحله 6: ماشینکاری سوئیچ جانبی



فایلهای مورد استفاده در این مرحله در فایل zip در تنظیمات ماشینکاری قرار گرفتند.
سوئیچ جانبی بسیار شبیه به مورد MechWatch است. با آسیاب انتهایی 1/8 اینچ با استفاده از تنظیمات مشابه مورد آسیاب می شود. سپس از آسیاب گلوله 1/8 اینچی در سطوح خمیده استفاده کنید ، همان تنظیمات قبلی.
تنظیم دوم در تصاویر 3-4 قبل و بعد از ماشینکاری نشان داده شده است. آسیاب انتهایی 1/8 اینچ ، آسیاب گلوله ای 1/8 اینچی ، آسیاب انتهایی 1/32 اینچ سپس آسیاب نخ M1.6. (یک سوراخ رزوه دار برای نگه داشتن آن روی کلید روی صفحه وجود دارد).
من به دو دلیل کلید را از قطعه بزرگتر آلومینیوم ماشین می کنم. اولین دلیل این است که من می توانم طرفین را محکم کنم و به طور تصادفی قطعه ای را که آن را نگه می دارد آسیاب نکنم. مورد دوم این است که وقتی آن را در شکاف عملیات سوم قرار می دهم هنوز می توان آن را بست (تصویر 5 را ببینید).
مرحله 7: ماشینکاری قاب پشت


قسمت زیرین ساعت از اکریلیک ساخته شده است و به دلیل شارژ القایی باید غیر فلزی باشد. من از برخی برش های آلومینیومی برای فاصله آن از لبه (ضخامت هر یک 12.7 میلی متر) و نوار دو طرفه برای نگه داشتن آن در محل استفاده می کنم.
از آنجا که ماشینکاری پلاستیک بسیار راحت تر از آلومینیوم است ، ممکن است با تنظیمات CNC تهاجمی تر باشد. با کار با آسیاب انتهایی 1/8 اینچ تنظیمات 16500 دور در دقیقه ، سرعت برش 600 میلی متر در دقیقه ، عمق برش 1.5 میلی متر و عرض برش 1 میلی متر است. برای برش جزئیات ریز از آسیاب انتهایی 1/32 اینچ با تنظیمات مشابه اما 0.25 میلی متر عمق برش و 0.3 میلی متر عرض برش.
بعد از چرخاندن یک خلال دندان از یک چوب (من باید از نازک تر استفاده کنم ، اما این چیزی است که من دارم) من ساعت را به پایان می رسانم. شکل الکترومغناطیس برش خورده تا ساعت نازک بماند.
برای برداشتن آن از تخت ، یک کلید آلن را در شکاف t قرار می دهم و به آرامی بالا می آورم و وقتی شروع به شل شدن می کند ، به نقطه بعدی می روم.
مرحله نهایی این است که یک مته بردارید و حفره های پایین را به آرامی متقابل کنید. این کار را با چرخاندن مته با دست انجام می دهم. به نظرم راحت تر می توانم تحت کنترل و کنترل باشم.
مجدداً فایلهای مورد استفاده در این مرحله در فایل zip در تنظیمات ماشینکاری قرار گرفتند.
مرحله 8: مونتاژ ساعت



این با ارزش ترین مرحله است ، تمام قطعات را برداشته و آنها را در آخرین ساعت مونتاژ کنید. تمام قطعات مرتب شده (به غیر از بند ساعت عریض 24 میلی متر و میله های فنری با قطر سریع 1.5 میلی متر به طول 24 میلی متر) در تصویر 1 دیده می شود.
قسمت اول مشکل است زیرا حلقه های حلقه ای با قطر 40 میلی متر که سفارش دادم در واقع به 37 میلی متر نزدیک هستند ، بنابراین باید سریع کشیده و نصب شوند. از انتهای یک کلید آلن توپی استفاده کنید تا آن را با چرخاندن در امتداد شیار مانند شکل 2 فشار دهید.
هنگامی که حلقه O به درستی نشسته است ، کریستال (قطر 40 میلی متر ضخامت 1.5 میلی متر) را به داخل محفظه ساعت فشار دهید. حلقه O باید آن را در جایی نگه دارد که تقریباً نامرئی است.
اکنون زمان نصب قطعات الکترونیکی است. ابتدا ، داخل کریستال را با پارچه ای بدون پرز پاک کنید و وسایل برقی را در کیف قرار دهید و به کلید جهت راست نگه داشتن جهت توجه کنید. PCB باید محکم در قاب قرار گیرد ، اما در صورت شل بودن می توان آن را با یک قطره کوچک چسب فوق العاده روی کلید محکم کرد تا در جای خود نگه داشته شود.
پس از وارد شدن وسایل الکترونیکی ، سوئیچ جانبی از طریق سوراخ و روی سوئیچ نصب شده روی PCB قرار می گیرد. پیچ پیچ M1.6 همانطور که در تصویر 4 دیده می شود ، دو قطعه را در کنار هم نگه می دارد.
در مرحله بعد ، کابل های بلندتر روی سیم پیچ باید جمع شوند و در جایی قرار بگیرند که هیچگونه تماس الکتریکی در معرض دید را نچسبانند.
مرحله آخر این است که همه چیز را ببندید و قاب پلاستیکی را با 4 پیچ M1.6 به پشت وصل کنید. توجه به این نکته ضروری است که شکل پشت با شکل کویل هماهنگ است. ممکن است لازم باشد محل قرارگیری سیم را تغییر دهید تا بهتر جا بیفتد.
آخرین مرحله این است که بند ساعت را با استفاده از میله های فنر سریع رها (تصاویر 8-9) وصل کنید. بسته به گروه انتخاب شده ، ممکن است لازم باشد که گروه را برای کار با میله های فنری تغییر دهید. برای نوار مش کوسه نشان داده شده ، من از برش سیم برای ایجاد یک سوراخ کوچک برای قرار دادن مکانیزم رهاسازی سریع استفاده می کنم.
مرحله 9: نکات پایانی


ساعت اکنون به پایان رسیده است!
فقط چند نکته توجه کنید: کلید جانبی گاهی اوقات کمی چسبناک می شود ، برای رفع این مشکل ممکن است لازم باشد سوراخ را بزرگ کرده یا محل سوییچ را با شل کردن پیچ تنظیم شده ، سوئیچ را نزدیک بدنه نگه داشته و مجدداً سفت کنید. پیچ.
برای شارژ ساعت ، من یک پایه شارژ سفارشی بر اساس شارژر Adafruit Qi (https://www.adafruit.com/product/2162) که در تصویر دوم دیده می شود ، ایجاد کردم ، اما این موضوع برای زمان دیگری است.
هر شارژری که انتخاب شود ، مهم است که توجه داشته باشید که هیچ فلزی نمی تواند بین سیم پیچ و شارژر قرار گیرد. از آنجا که گروهی که من انتخاب کردم متال است ، باید شارژر را دور بزند
ممنون که تا انتها خواندید ، امیدوارم چیزی آموخته باشید. من خوشحالم که MechWatch را پس از ماه ها در حال ساخت به اشتراک می گذارم.


جایزه اول در مسابقه ساعت
توصیه شده:
نحوه ساخت ساعت آنالوگ و ساعت دیجیتال با نوار LED با استفاده از آردوینو: 3 مرحله

نحوه ساخت ساعت آنالوگ و ساعت دیجیتال با نوار LED با استفاده از آردوینو: امروز ما یک ساعت آنالوگ تولید می کنیم & amp؛ ساعت دیجیتال با Led Strip و ماژول MAX7219 Dot با آردوینو. زمان را با منطقه زمانی محلی تصحیح می کند. ساعت آنالوگ می تواند از نوار LED طولانی تری استفاده کند ، بنابراین می توان آن را به دیوار آویزان کرد تا به یک هنر تبدیل شود
ساعت دیجیتال اما بدون میکروکنترلر [Hardcore Electronics]: 13 مرحله (همراه با تصاویر)
![ساعت دیجیتال اما بدون میکروکنترلر [Hardcore Electronics]: 13 مرحله (همراه با تصاویر)](https://i.howwhatproduce.com/images/001/image-1176-14-j.webp "ساعت دیجیتال اما بدون میکروکنترلر [Hardcore Electronics]: 13 مرحله (همراه با تصاویر)")
ساعت دیجیتال اما بدون میکروکنترلر [Hardcore Electronics]: ساختن مدارها با میکروکنترلر بسیار آسان است ، اما ما کارهای زیادی را که یک میکروکنترلر برای انجام یک کار ساده (حتی برای پلک زدن یک led) باید انجام دهد ، فراموش می کنیم. بنابراین ، تکمیل ساعت دیجیتالی چقدر سخت خواهد بود
ساعت دیجیتال با استفاده از میکروکنترلر (AT89S52 بدون مدار RTC): 4 مرحله (همراه با تصاویر)
: 4 مرحله (همراه با تصاویر)")
ساعت دیجیتال با استفاده از میکروکنترلر (AT89S52 بدون مدار RTC): اجازه دهید ساعت را توصیف کنیم … & quot؛ ساعت دستگاهی است که زمان را شمارش می کند و نشان می دهد (نسبی) به توجه: مطالعه 2-3 دقیقه طول می کشد لطفاً کل پروژه را بخوانید وگرنه من نمی خواهم
ساعت دیجیتال آردوینو با عملکرد زنگ هشدار (PCB سفارشی): 6 مرحله (همراه با تصاویر)
: 6 مرحله (همراه با تصاویر)")
ساعت دیجیتال آردوینو با عملکرد زنگ هشدار (PCB سفارشی): در این راهنمای DIY به شما نشان خواهم داد که چگونه می توانید ساعت دیجیتالی خود را با این عملکرد زنگ دار بسازید. در این پروژه تصمیم گرفتم PCB خودم را که بر پایه میکروکنترلر Arduino UNO - Atmega328p است ، بسازم. در زیر شماتیک الکترونیکی با PCB l را خواهید دید
ساعت سفارشی با عقربه های عکس: 5 مرحله (همراه با تصاویر)
")
ساعت سفارشی با عقربه های عکس: برخی از افراد ناظر ساعت هستند. اکنون همه می توانند ساعت باشند. پروژه های دیگر صورت ساعت را سفارشی می کنند. این ساعت عقربه های ساعت را سفارشی می کند. گران به نظر می رسد ، اما کمتر از 5 دلار و حدود 30 دقیقه در ساعت است. مناسب برای Chr